



Schmiedesegment für Shantui Komatsu CAT



Verbesserung des Schmiedeprozesses
Durch den Wechsel von zwei oder drei Zähnen zu fünf Zähnen wird das Auftreten von Zahnblocklockerungen verringert. Der Wechsel des Positionierungskreises zu einem Positionierungsblock verringert Bearbeitungsfehler und Interferenzen zwischen dem Positionierungskreis und der Installationsoberfläche, die durch Verformungen bei der Wärmebehandlung verursacht werden.
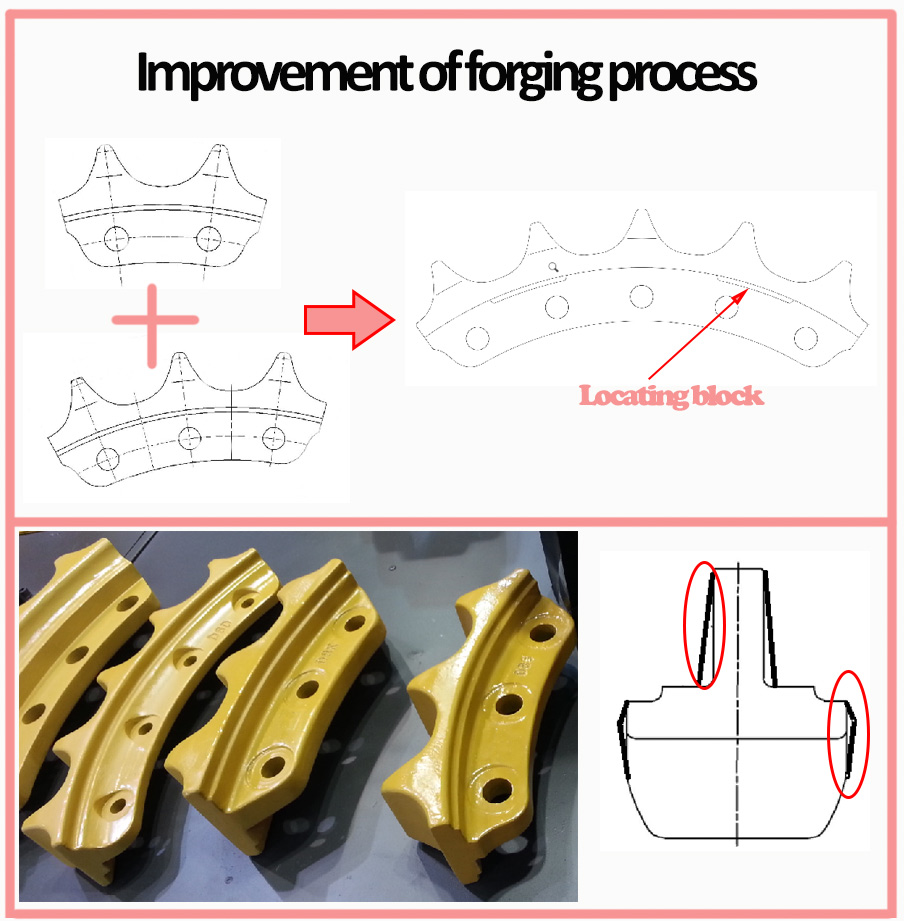
Durch den Schmiedeprozess werden die Seiten- und Flanschflächen derSegment Beim Stehschmieden muss ein bestimmter Entformungswinkel eingehalten und die bearbeitete Oberfläche des geschmiedeten Halbzeugs bearbeitet werden.
Von uns lieferbare Modelle
| SEGMENT | ||||||||
| Modell | OEM | Tonhöhe | Zahn | Feiertage | Blende (mm) | Gewicht | Marke | Anderer OEM (BERCO) |
| DH08 | 111H-18-00001 | 154 | 3 | 3 | 17,5 | 4.1 | Shantui | |
| 111H-18-00002 | 4 | 4 | 17,5 | 5.5 | Shantui | |||
| SD13 | 10Y-18-00043 | 190 | 5 | 5 | 19.3 | 10,75 | Shantui | |
| DH36 | 1175-18-00009 | 228,6 | 6 | 6 | 26,5 | Shantui | ||
| 1175-18-00035 | 5 | 5 | 26,5 | |||||
| SD16, D65, D60, D85ESS-2 | 16Y-18-00014H | 203,2 | 3 | 3 | 23,5 | 8,5 | Shantui/Komatsu | 14X-27-15112/1,141-27-32410,144-27-51150,615-4149,KM2111,KM162 |
| (16Y-18-00049) | ||||||||
| SD22、D85 | 154-27-12273A | 216 | 5 | 5 | 23,5 | 15 | Shantui/Komatsu | 155-27-00151,615-4150,KM224 |
| SD32, D155 | 175-27-22325A | 228,6 | 3 | 3 | 26,5 | 12 | Shantui/Komatsu | 175-27-22325/4 17A-27-11630,KM193,17A-27-41630 |
| SD52, D375 | 185-18-00001 | 280 | 5 | 5 | 28,5 | 33 | Shantui/Komatsu | 195-27-33110/1,KM1285 |
| SD90, D475 | 1189-18-00001/ | 317,5 | 5 | 5 | 31,5 | 43 | Shantui/Komatsu | |
| 198-27-42260 | ||||||||
| D50, D41, D58, D53 | 131-27-61710 | 175 | 3 | 3 | 19,5 | 6 | Komatsu | 131-27-61710, 131-27-42220, KM788 |
| D5B | 5S0836 | 175 | 3 | 3 | 18 | 5 | KATZE | 6Y5244、CR4408.7P2636 |
| D6D/C/G | 6T4179/6T4179/6P9102 | 202,8 | 5 | 4 | 17,8/20,8 | 11.57 | KATZE | 6Y5012,5S0050,7P2706,CR3330,CR3329,8P5837,8E4365/CR5476,117-1616 |
| D6H/R | 6Y2931/1026677 | 202,8 | 5 | 5 | 17,8 | 11.5 | KATZE | 7G7212,8E9041,7T1697,CR5515,173-0946 |
| D7G/E/F | 8E4675/8E4675/8E4675 | 216 | 5 | 4 | 20,8 | 14.7 | KATZE | 5S0052,3P1039,8P8174,CR3148 |
| D8N/R.D7H/R | 7T9773/6Y2354, | 215,9 | 5 | 7 | 20,8 | 16.4 | KATZE | 6Y3928,CR5050,9W0074 |
| 6Y2354/7T9773 | ||||||||
| D8N/R.D7H/R | 314-5462 | 215,9 | 5 | 5 | 20,8 | 16.4 | KATZE | CR7160 |
| D8K.D8H | 6T6782/6T6782 | 228,6 | 3 | 3 | 24,5 | 12 | KATZE | 2P9510,5S0054,CR3144 |
| D6N.D6M | 6I8077/6I8077 | 190 | 5 | 5 | 18,5 | 9 | KATZE | 6I8077/8,CR5875 |
| D9N | 7T1247 | 240 | 5 | 6 | 24,6 | 23,98 | KATZE | CR4686 |
| D10N | 6T9537 | 260,35 | 5 | 6 | 27,61 | 26,7 | KATZE | CR5047 |
| 832 | 632-7793 | 228,6 | 3 | 5 | 26,5 | 11,63 | KATZE | |
HRC
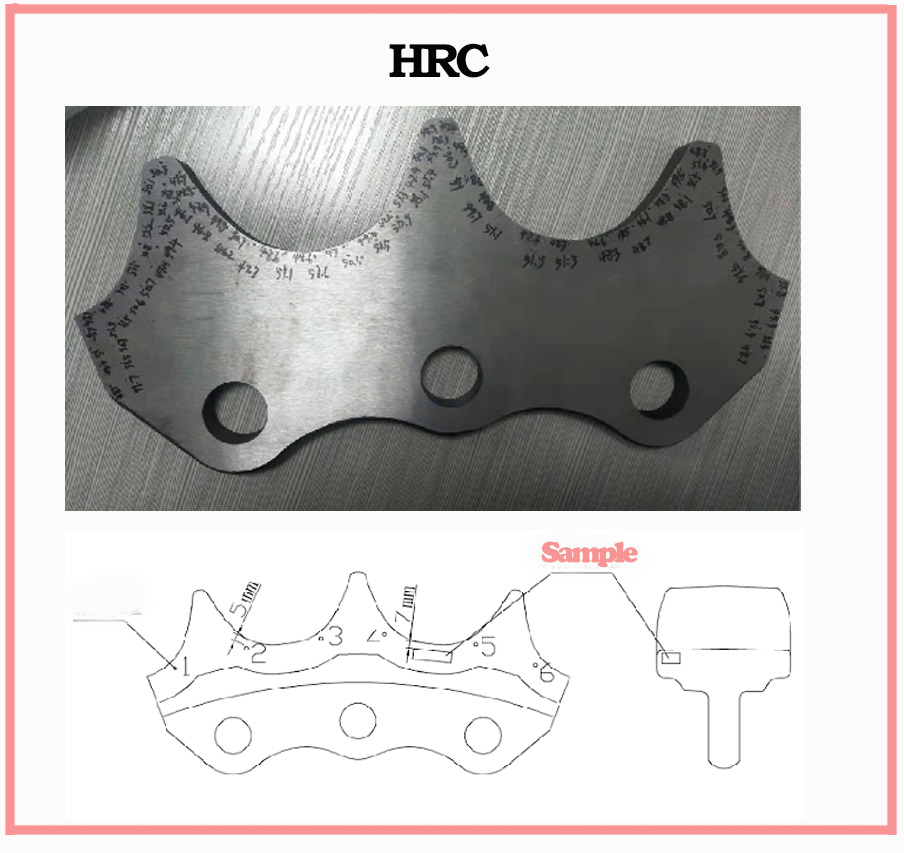
Aufgrund des Schmiedeprozesses müssen die Seiten- und Flanschflächen des Segments im Hochkantschmiedeprozess einen bestimmten Entformungswinkel einhalten und die bearbeitete Oberfläche des geschmiedeten Halbzeugs muss bearbeitet werden.
Verpackung








